博文
冲压中的面刃摩擦与磨损
|
我们通常理解的摩擦与磨损一般指得是发生在面与面之间的摩擦学现象。在冲压过程中这两个面指的是金属板材的表面和模具(工具钢)的表面。大部分科技文献和教科书里研究的摩擦,指的就是这种面与面之间的摩擦。
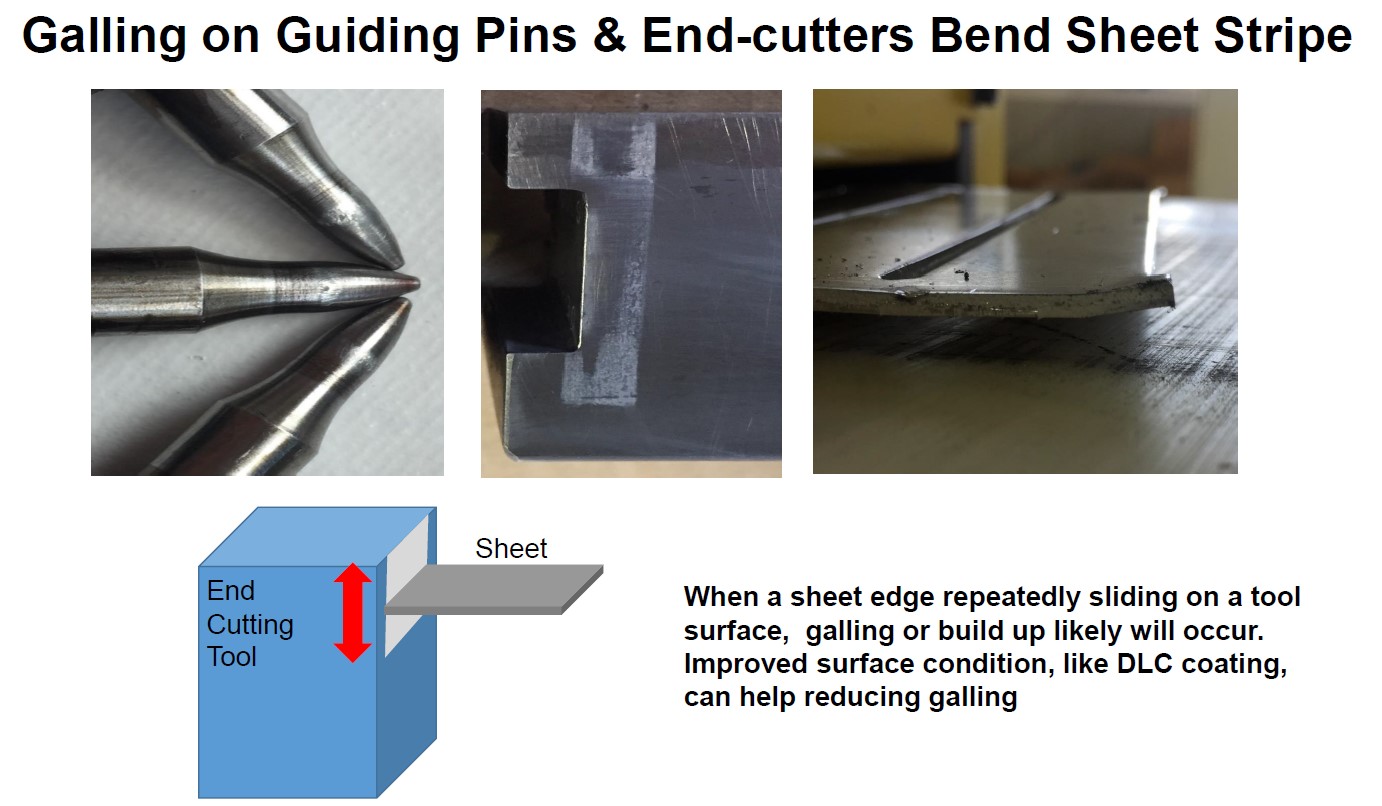
其实还有一类冲压过程中常见的摩擦磨损形式,很少被人注意到。这就是模具表面和板材边缘刃口之间的摩擦, 特别是金属板材刚刚切开的新鲜的边缘切口. 这些边缘切口的特点是表面粗糙,没有润滑油和金属表面层(氧化层或者镀层)的覆盖,硬度或者粘性比较大。
对于铝板的冲压成型来说,当板材被切开以后,新的边缘切口与模具的垂直侧表面接触,并且以相当大的接触压力,做上下滑动。造成粘着擦伤。
观察刚刚切开的新鲜的铝板边缘切口,可以看到表面很粗糙,铝的氧化膜还没有完全形成,铝板的边缘以很大的压力与切边模具的侧表面接触,接触表面短时间里隔绝了氧气和润滑油的进入。因为面刃之间上下摩擦滑动,于是一些铝的粉末碎渣就会粘连到切边模具的侧面上,形成GALLING。这种表面粘连使模具侧面形成一个新的粘着层,当模具向上回程运动时,有可能把板材带着向上弯曲,造成板料错位故障和定位误差,或者触发位置传感器,使压力机紧急关停。
解决的方法就是要保证铝板切边模具的侧表面的光滑平整,同时要做一些PVD或者DLC涂层处理。滴灌一样不停地往切边下料模侧表面加润滑油也是一个办法。
如果板材是高强度钢的话,因为材料里马氏体等硬晶粒比较多,硬度比较高,再加上剪切过程中造成的加工硬化,高强钢新切开的边缘切口处的硬度是比较高的。这么高的硬度在成型,切边模具和定位销,定位板侧面发生高压接触和滑动,天长日久会把与它接触的工具表面划伤,或者锵磨掉一层肉,特别是当工具一侧的硬度低于高强钢板材边缘切口处的硬度时,磨损过程是很快的。所以,发生高强钢冲压模具面刃接触摩擦时,必须保证模具一侧的硬度比板材边缘的硬度高,模具侧面如果能够做PVD涂层当然更好。
https://blog.sciencenet.cn/blog-2916187-1241199.html
上一篇:美国民众戴口罩的四种类型
下一篇:未来的空中优势属于AI无人战斗机
全部作者的精选博文
- • 科研成果转化的关键是什么?
- • 金属增材制造过程的堆垛方向问题
- • 如何与猎豹和平共处
- • 狼的狩猎战术
- • 皇家小岛上的狼
- • 狮子鱼, 草原鼠和机器人杀手
全部作者的其他最新博文
- • 为什么预测冲压件的回弹比较难
- • 定期发布电诈新骗术
- • 不要抱怨老人转发微信帖子
- • 新路面害苦了小松鼠
- • 奇妙的章鱼手臂神经联络图
- • 放狼归山